

|
Detalhes do produto:
|
| Materiais: | fio de aço | Escala do diâmetro de fio: | φ0,45 ~ φ3,5 mm |
|---|---|---|---|
| Tipo de revestimento: | Latão | índice do cobre: | 62~68% |
| peso de revestimento: | 3~8g/kg | linhas do fio: | 36, 48 ou 56 linhas |
| DV: | DV=75 ou 95m*mm/min | Tipo do combustível: | NG ou LPG |
| Capacidade: | 1500 toneladas/mês (com base no fio de aço de φ1,48 mm) | Voltagem: | 380v |
| Garantia: | 1 ano | Classificação automática: | Automático |
| Realçar: | Máquina de galvanização de latão industrial,Máquina de galvanização de cobre de arame de aço |
||
Linha de Produção de Eletroplatação de Latão Máquina de Revestimento de Latão
1Parâmetros principais da linha de produção de latão galvanizado.
| - Não, não. | Ponto | Especificações |
| 1 | Materiais | Fios de aço |
| 2 | Intervalo de diâmetro do fio | φ0.45~φ3,5 mm |
| 3 | Tipo de revestimento | De aço |
| 4 | Teor de cobre | 62 a 68% |
| 5 | Peso do revestimento | 3 a 8 g/kg |
| 6 | Linhas de arame | 36,48 ou 56 linhas |
| 7 | DV | DV=75 ou 95m*mm/min ((velocidade máxima 70 ou 90m/min) |
| 8 | Tipo de combustível | GNL ou GPL |
| 9 | Capacidade | 1500 toneladas/mês (com base no fio de aço de φ1,48 mm) |
2Processo tecnológico de produção.
Pay-off→Degreasing→Furnace→Quenching→Water cooling→Pickling→Water rinsing→Copper plating→Water rinsing→Zinc plating→Water rinsing→Hot water rinsing→MF→Phosphoric acid wash→Water rinsing→Soaping→Take-up
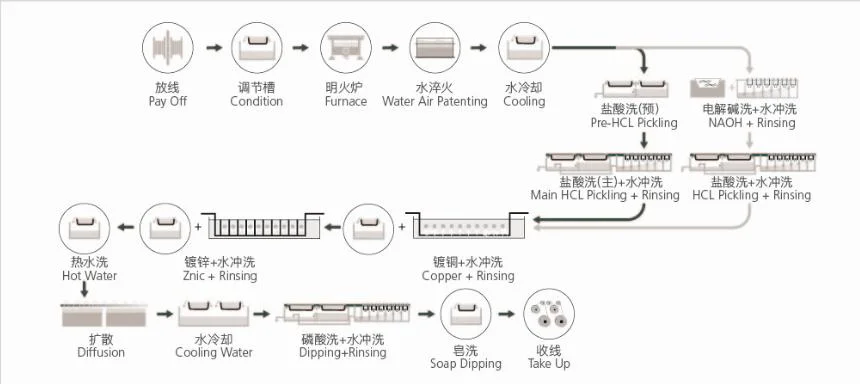
3Introdução ao processo principal.
Desengraxante: remover o sabão em pó e o bórax desiguais e pintar uma camada de sabão em pó e bórax na superfície do fio de aço brilhante, de modo a que o revestimento da superfície do fio de aço seja mais uniforme.
Fornos: fazer o fio de aço de deformação endurecimento para restaurar a ductilidade, e obter a microestrutura ideal para atender ao custo do fio de aço em resistência à tração, forma, alongamento e outros requisitos.
Extinção: o arame de aço tratado termicamente é resfriado a partir de alta temperatura e o processo de amortecimento a vapor de água é utilizado para obter uma forte resistência e uma estrutura sostenítica moldada.
Aquecimento: remover todos os óxidos e resíduos na superfície do fio de aço, e a superfície limpa é favorável a uma cobertura uniforme do revestimento traseiro.
Revestimentos de cobre: uma camada de cobre é uniformemente revestida na superfície do fio de aço, de modo a que o latão subsequente seja propício ao desenho.
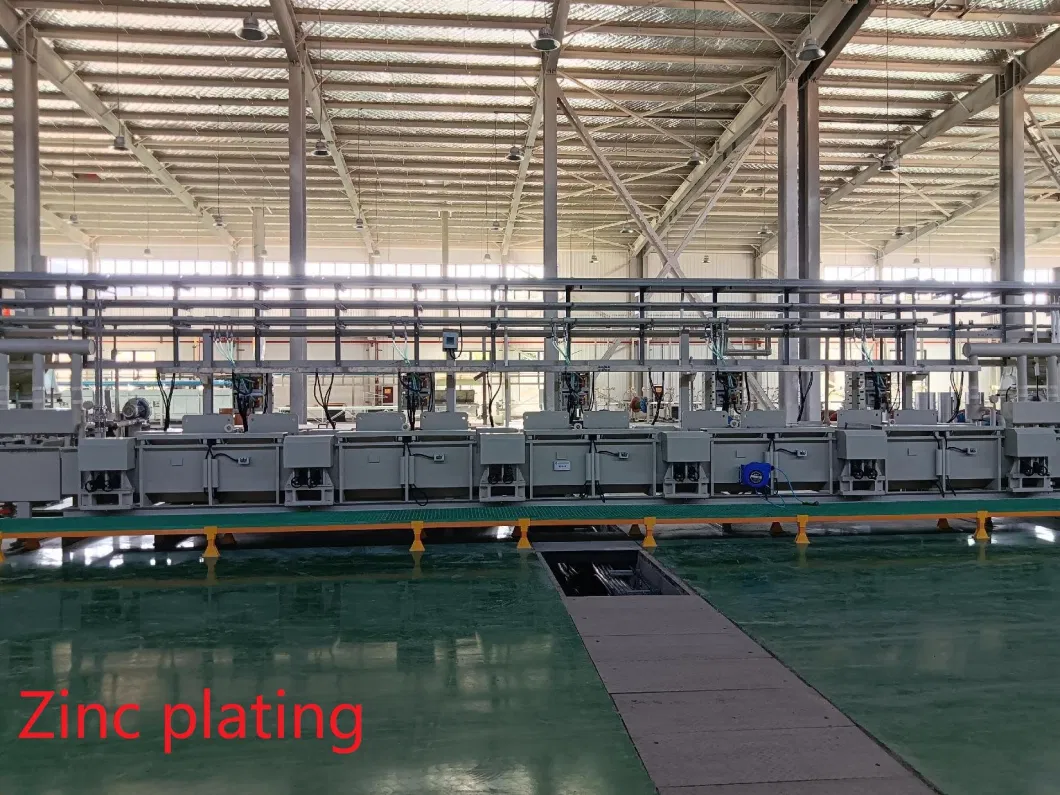
Revestimentos de zinco: deposição de zinco metálico na superfície do fio de aço.
MF: o método de aquecimento de frequência intermédia faz com que as camadas de cobre e zinco de arame de aço se difundam entre si para obter latão.O efeito do recozimento de frequência intermédia é elevar a superfície do fio de aço a uma determinada temperatura para fazer o zinco e o cobre mutuamente difusos.
Lavagem por ácido fosfórico: remover o óxido de zinco produzido na superfície do fio de aço no estágio de difusão térmica de frequência intermédia, que é difícil e não fácil de deformar.Muito óxido de zinco levará a fio quebrado no processo de desenho molhado.



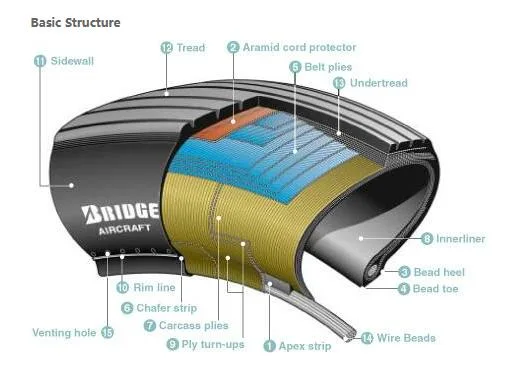
4Aplicação do produto
Meridiano do pneu, fio de aço de corte, barra de barras de diamante, fio de mangueira, etc.

5Os nossos Serviços
A fim de garantir que os clientes são plenamente capazes de operar a máquina, se o cliente precisa, podemos ajudar a formação do cliente, inclui:
(1) Modo de funcionamento correto
(2) Método de manutenção correto
(3) Correcto controlo tecnológico dos processos
(4) Resolver um problema simples
Todas as máquinas de galvanização da nossa empresa já foram amplamente utilizadas na área de galvanização.
Qualquer dúvida por favor contacte-nos.
Pessoa de Contato: Mrs. YeGuiFeng
Telefone: +86 85778256
Fax: 86-571-85778267







